

Miękki plecak chłodzący niesie ze sobą prostą obietnicę: utrzymuje lód w stanie zamrożonym przez wiele dni i nie przecieka. Obietnica ta okazuje się trudniejsza do dotrzymania, niż się wydaje, a przepaść między produktami, które ją spełniają, a produktami, które jej nie spełniają, prawie zawsze sprowadza się do dwóch decyzji inżynieryjnych: z czego wykonana jest chłodnica i jak jest złożona.
Dlaczego wybór materiału zaczyna się od wyściółki, a nie skorupy
Większość kupujących ocenia chłodniejsze plecaki z zewnątrz – wagę materiału, wykończenie zewnętrzne, jakość paska. To ma znaczenie, ale to właśnie podszewka określa podstawowe osiągi. Przez wiele godzin ma bezpośredni kontakt z lodem, żywnością i stopioną wodą, a powierzchnia albo zawiera tę wodę, albo pozwala jej uciec.
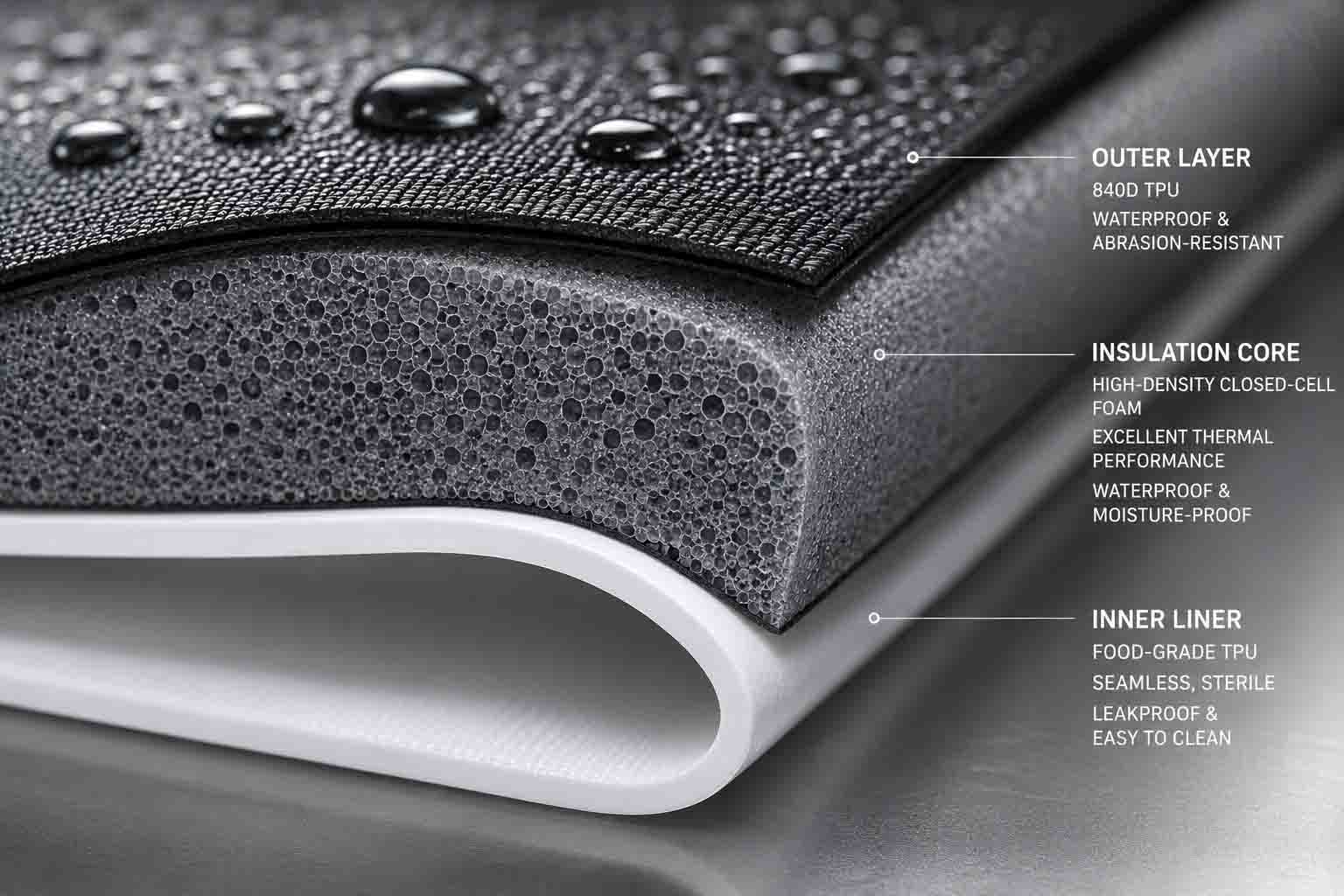
Miękkie plecaki chłodzące klasy premium wykorzystują TPU (termoplastyczny poliuretan) dopuszczony do kontaktu z żywnością zarówno w zewnętrznej powłoce, jak i wewnętrznej wyściółce. Wybór nie jest dowolny.
Na zewnątrz TPU zapewnia kombinację odporności na ścieranie, przebicie i trwałość na zginanie, której standardowe powłoki poliestrowe lub nylonowe nie są w stanie dorównać w przypadku długotrwałego użytkowania w terenie. Chłodnica, która jest ustawiana na nierównym terenie, pakowana w przestrzeni ładunkowej pojazdu lub przenoszona przez gęste zarośla, gromadzi na swoich powierzchniach naprężenia mechaniczne. TPU radzi sobie z tymi naprężeniami bez pękania i rozwarstwiania powierzchni – jest to znany rodzaj awarii w przypadku tańszych tkanin, w których zastosowano cieńsze powłoki w stosunku do słabszych tkanin podstawowych.
Równie ważne jest zachowanie się w temperaturze. PVC, dotychczasowy materiał do produkcji wodoodpornych produktów przeznaczonych do użytku na zewnątrz, staje się kruchy i podatny na pękanie w niskich temperaturach, co stanowi ironiczny problem w przypadku produktu przeznaczonego do zatrzymywania lodu. TPU zachowuje elastyczność w szerokim zakresie temperatur, w tym w niskich temperaturach, które występują dokładnie wtedy, gdy chłodniejszy plecak jest obciążony. Jest również odporny na degradację UV lepiej niż PVC pod wpływem długotrwałego nasłonecznienia, co ma znaczenie w przypadku produktu używanego w warunkach zewnętrznych przez wiele sezonów.
W przypadku wykładziny wewnętrznej certyfikat dopuszczenia do kontaktu z żywnością nie jest oznaczeniem marketingowym — jest to specyfikacja materiału. Aby nadawała się do bezpośredniego kontaktu z żywnością i napojami, wyściółka musi spełniać wymogi FDA, nie zawierać BPA i być antybakteryjna. Wymagania te znacznie zawężają wybór materiałów i wykluczają szereg tańszych alternatyw, które w przeciwnym razie mogłyby przejść podstawowy test wodoodporności.
Gdzie zawodzą zszyte chłodnice i dlaczego ma to charakter strukturalny
Najczęstszym miejscem awarii niedrogich miękkich lodówek nie jest pianka izolacyjna ani zamek błyskawiczny, ale szew pomiędzy wewnętrznymi panelami wyściółki. Zrozumienie tego wymaga sprawdzenia, jaki wpływ na wodoodporny materiał mają szwy.
Ściegi przemysłowe łączą panele tkaniny poprzez przepuszczenie przez nie igieł z dużą gęstością. Każde przejście igły tworzy perforację w wodoodpornej membranie. Typowy szew może spowodować kilkaset takich perforacji na metr długości szwu. Producenci rozwiązują ten problem za pomocą taśmy na szwach, która zakrywa dziury i tymczasowo przywraca wodoodporność.
Problem rozwija się z biegiem czasu i pod wpływem stresu. Stopiona woda lodowa osadzona na szwach wykładziny wytwarza stałe ciśnienie hydrostatyczne. Elastyczne cykle noszenia obciążonego plecaka wielokrotnie oddziałują na krawędzie łączenia taśmy. Ekspozycja na słońce i zmiany temperatur stopniowo pogarszają przyczepność taśmy. W końcu taśma unosi się w rogu lub krawędzi, woda znajduje pod spodem dziurki po igłach, a wkładka przecieka – nie katastrofalnie, ale stale, w sposób, który niszczy torbę z zakupami lub zamoczy paczkę z elektroniką podczas jednodniowej wycieczki.
Jest to strukturalny wynik metody budowy, a nie błąd kontroli jakości. Szyta konstrukcja z taśmą na szwach pozwala uzyskać produkt, który pomyślnie przejdzie wstępne testy wodoodporności. Nie jest w stanie w sposób niezawodny wyprodukować produktu, który utrzyma tę wydajność przez lata rzeczywistego użytkowania.

Spawanie wysokiej częstotliwości: jak wyeliminować tryb uszkodzenia szwu
Spawanie wysoką częstotliwością (HF), zwane także spawaniem RF, rozwiązuje problem szwów, zmieniając charakter szwu.
Zamiast mechanicznego łączenia dwóch paneli TPU za pomocą gwintu, spawanie HF wykorzystuje energię elektromagnetyczną o częstotliwości 27,12 MHz do generowania ciepła wewnątrz materiału TPU w strefie łączenia. Zmienne pole elektromagnetyczne powoduje, że cząsteczki polarne w TPU szybko oscylują, wytwarzając wewnętrzne tarcie i ciepło. Pod jednocześnie zastosowanym ciśnieniem pneumatycznym materiał na styku dwóch paneli osiąga temperaturę topnienia, a warstwy łączą się na poziomie molekularnym.
Kiedy pole elektromagnetyczne zostanie usunięte, a materiał ostygnie pod utrzymującym się ciśnieniem, dwa panele staną się jednym ciągłym kawałkiem materiału w strefie spawania. Nie ma dziurek po igłach, nici ani taśmy zakrywającej cokolwiek. Szew nie jest uszczelniony – nie istnieje już jako osobna struktura. Wewnętrzna wyściółka miękkiej chłodnicy spawanej metodą HF to w rzeczywistości pojedynczy wodoszczelny zbiornik.
W praktyce oznacza to, że stopiona woda lodowa osadza się na powierzchni bez dróg penetracji. Nie ma żadnych krawędzi taśmy, które można by unieść, otworów po ściegach, które mogłyby otworzyć się pod ciśnieniem, ani mechanizmu degradacyjnego, który stopniowo zmniejsza wydajność szwów w całym okresie użytkowania produktu. Strefa spawu, która utrzymuje wodę w dniu wysyłki produktu, będzie zatrzymywać wodę w tym samym stanie dwa lata później, zakładając, że materiał podstawowy nie jest fizycznie uszkodzony.
Metoda konstrukcji pozwala również na integrację szczelnych systemów zamków błyskawicznych, które uzupełniają zgrzewaną wyściółkę. Gdy odpowiednio dobrany wodoszczelny zamek błyskawiczny zostanie zastosowany wraz ze spawanym korpusem o wysokiej częstotliwości, efektem jest lodówka, którą można przewrócić na bok, odwrócić lub zanurzyć bez wyciekania – nie ze względu na ostrożne obchodzenie się, ale dlatego, że nie ma strukturalnej drogi odprowadzania wody.

Testy laboratoryjne: w jaki sposób potwierdzane są oświadczenia dotyczące wydajności
Specyfikacje materiałów i metody konstrukcji określają w zasadzie możliwości plecaka chłodnicy. Testy laboratoryjne określają, czy konkretny produkt rzeczywiście wykorzystuje ten potencjał. W przypadku miękkich chłodnic klasy premium najważniejsze są trzy protokoły testowe.
Testowanie zatrzymywania lodu
Zatrzymywanie lodu jest głównym parametrem wydajności każdej chłodnicy i jest bardzo zależne od sposobu przeprowadzania testu. Znaczące testy umieszczają załadowaną chłodnicę w klimatyzowanej komorze, w której utrzymuje się stała temperatura otoczenia – zwykle 90°F (32°C) lub więcej, co symuluje szczytowe warunki letnie – i mierzy, jak długo utrzymuje się stały lód. Konstrukcja premium wykorzystująca izolację z pianki o zamkniętych komórkach w połączeniu ze szwami spawanymi HF i hermetycznymi zamknięciami stale zapewnia od 48 do 72 godzin retencji lodu w tych warunkach, w zależności od grubości pianki i początkowego obciążenia lodem. Testy przeprowadzane w niższych temperaturach otoczenia lub przy wstępnie schłodzonych komorach dają dłuższe liczby, które nie odzwierciedlają rzeczywistego użytkowania na zewnątrz.
 with a TPU soft cooler backpack inside during ice retention testing; digital temperature display and data logger visible in a QC laboratory setting.")
Próba ciśnienia hydrostatycznego
Integralność szwu pod ciśnieniem sprawdza się poprzez nadmuchanie uszczelnionej chłodnicy do określonego ciśnienia wewnętrznego – mierzonego w barach – i sprawdzenie, czy żadne powietrze nie ucieka przez strefy szwów lub systemy zamykania. Test pod ciśnieniem 1,0 bara, równoważny ciśnieniu hydrostatycznemu 10-metrowego słupa wody, jest odpowiednią normą dla produktów przeznaczonych do prawdziwego użytku na zewnątrz, w tym do potencjalnego zanurzenia. Klasy IPX7 (zanurzenie na 1 metr przez 30 minut) i IPX8 (długotrwałe zanurzenie na głębokość powyżej 1 metra) powinny być weryfikowane w drodze testów w komorze, a nie podczas samodzielnej certyfikacji. Zgrzewane szwy HF stale utrzymują ciśnienie 1,0 bar; szwy zszyte taśmą zazwyczaj nie mieszczą się w przedziale od 0,1 do 0,3 bara w ramach tego samego protokołu testowego.
Testowanie upuszczenia i obciążenia
W pełni załadowany plecak z miękką lodówką — lód, żywność i napoje razem — może ważyć od 15 do 20 kilogramów. System uprzęży, punkty mocowania paska na ramię i uchwyty do noszenia są poddawane znacznym naprężeniom podczas normalnego użytkowania, a naprężenia te skupiają się w punktach mocowania zgrzewów lub ściegów. Testy obciążeniowe sprawdzają maksymalny udźwig systemu nośnego i poddają go powtarzalnym cyklom upuszczania, aby sprawdzić, czy punkty mocowania nie zawiodą podczas użytkowania w terenie. Test ten jest szczególnie ważny w przypadku uchwytów i pasków spawanych HF, gdzie strefa zgrzewania musi utrzymać elementy nośne bez wzmocnienia, jakie zapewniają szwy na połączeniach tkaniny ze sprzętem.
Co te decyzje inżynieryjne oznaczają dla zaopatrzenia OEM
Różnica w wydajności pomiędzy miękkim plecakiem chłodzącym klasy premium a produktem, który zaledwie tak wygląda, jest prawie całkowicie zdeterminowana decyzjami podjętymi na etapie specyfikacji materiału i metody konstrukcji – przed wyprodukowaniem pojedynczego egzemplarza. Zanim produkt pojawi się na rynku, a klienci zwrócą go z powodu nieszczelnych szwów lub niemożności zatrzymywania lodu, decyzje te są już podjęte.
W przypadku marek oceniających partnerów zajmujących się produkcją miękkich lodówek właściwe pytania są następujące: Jakie gatunki TPU są stosowane w wyściółce i czy posiadają one certyfikat dopuszczenia do kontaktu z żywnością? Czy szwy są spawane metodą HF, czy zszywane taśmą i na jakie ciśnienie sprawdzane są spoiny? Jak właściwie wygląda protokół testu zatrzymywania lodu – temperatura otoczenia, czas trwania i początkowe warunki obciążenia? Czy badania hydrostatyczne przeprowadza się na jednostkę czy na partię?
Producent posiadający rzeczywiste możliwości w tej kategorii produktów będzie miał prostą odpowiedź na wszystkie te pytania. Wyjaśnienie inżynierii stojącej za miękkim plecakiem chłodzącym, który faktycznie działa, nie jest trudne — jest po prostu specyficzne, a specyfika jest dokładnie tym, co odróżnia produkt wart wsparcia od produktu, który nie jest.

